Putkiliitostyypit
Kaasuputket voidaan yhdistää useilla tavoilla tai pikemminkin:
- Hitsaus - suorittaa vain asiantuntijat, joilla on lupa työskennellä hitsauskoneen kanssa. Jokaisella työntekijällä on oltava henkilökohtainen henkilökortti.
- Kierteitetty tai sovitettu - sisältää myös kevyiden putkien hitsauksen, kun pistorasiat on suljettu hamppukuidulla. Koko työprosessi muistuttaa suuresti viemäriputkien liittämistä. On huomattava, että kuitu liotetaan etukäteen pellavaöljyn tai kuivausöljyn liuoksella. Voit myös käyttää kytkimiä, joissa voi olla sekä pitkiä että lyhyitä kierteitä.
- Laippa on yksi yleisimmistä liitäntätavoista, koska sillä on melko kevyt kokoonpanorakenne. Totta, asiantuntijoiden mukaan se on vähemmän luotettava kuin hitsaus.
Ammattimaiset ammattilaiset käyttävät kaikkia edellä mainittuja liitäntätapoja erikoistuneita laitteita käyttäen.

Jotta kaasuputket voidaan liittää itsenäisesti taloon tai huoneistoon, sinun on valmisteltava seuraavat työkalut ja materiaalit:
- kaasun säädettävä jakoavain;
- hinaus ja rasva;
- liitosletkut tai -putket;
- tarvittaessa liitin, joka on kierretty molemmille puolille.

Jos sammutat kaasun syötön ja vuodatat putket, kuten aiemmin suositeltiin, seuraava vaihe on katkaista kaasuputkien tarpeettomat osat. Voit tehdä tämän käyttämällä hiomakonetta, ja jos sellaista ei ole saatavana, metallirautasaha on varsin sopiva, mutta tässä tapauksessa prosessi on pitkä ja monimutkaisempi.

Kun olet poistanut tarpeettoman osan kaasuputkesta, sinun on hitsattava tai juotettava sen toinen pää varovasti.
Jos sinun on liitettävä putken toinen pää kaasuletkuun, sinun on pujotettava sahattu kappale. Tätä varten on olemassa erityinen suutin, jonka asettaminen sinun on vieritettävä useita kertoja.

Seuraavaksi hinaus kelataan valmistetulle langalle, joka on kyllästetty rasvalla ja liitetty letkuun. Kaikki nämä työt tehdään kaasulla säädettävällä jakoavaimella. Jos aiot asentaa uuden putken, voit käyttää erityistä liitäntäadapteria. Tämän elementin molemmilla puolilla on valmis kierre ja mutteri, joka on ruuvattu pää- ja uuteen putkeen.

Tätä menetelmää voidaan käyttää kerrostaloissa, mutta sinun on vain varmistettava, ettei vuotoja ole. Tätä varten sinun on avattava kaasusyöttö ja levitettävä sitten saippualiuosta kaikkiin putkiliitoksiin.
Jos et ole koskaan tehnyt tällaista työtä yksin, on parasta antaa tämä liiketoiminta ammattilaisille.
Kaasuputken liitäntä
Suuria teräsputkia, joissa on hitsatut saumat, käytetään yleensä kaasuputkistoihin, joiden poikkileikkaus on ½ - 2. Saumattomat putket soveltuvat suurempiin liitäntöihin kaasujärjestelmässä. On parasta asentaa maanalaiset bitumiteräsputket ilman saumoja, joissa ei ole hitsattuja, mutta kierteitettyjä liitoksia. Tartuntaperiaate niiden osissa on samanlainen kuin putkistossa (liitostyypeittäin). Tässä tapauksessa pistorasiat suljetaan moderneilla tiivisteillä tai pellavalla erityisellä kyllästyksellä.

Kaasuputkien sulkuhanojen sulkeminen ei ole toivottavaa, koska tässä tapauksessa on ongelmallista avata ne kiireellisissä tapauksissa. Tällaisten hanojen tulee olla tiiviisti asennettuina toisiinsa ja suljettu käsin tai avaimilla.Kellarissa putket on liitetty kiinnikkeillä ja kiinnikkeillä, ja missä ne kulkevat seinän läpi, ne on suojattu erityisellä kannella. Tuhkabetoni-muurauksessa kaasuputken pinta on lisäksi päällystetty eristävällä korroosionestomaalilla.
Kaasuputkiliitosten tiivisteet ovat välttämättömiä koostumuksia ja laitteita, joiden käyttöä ei voida sivuuttaa. Ne tarjoavat liitosten luotettavuuden asianmukaisella tasolla ja mahdollistavat laitteiden käyttöiän pidentämisen.



Kotimaan kanavien tiivistys
Huoneistot ja maalaistalot tuuletetaan ohutseinäisillä elementeillä. Ilmakanavat valmistetaan usein suorakulmaisista poikkileikkauksista tai aaltoputkista. Kierteitys ei ole mahdollista tällaisissa liitännöissä. Siksi tuuletusliitosten tiivistys suoritetaan muilla tavoilla:
- laippojen läpi,
- siteen asettaminen,
- soihdutettu menetelmä, kun yksi kanava työnnetään toiseen.
Laippaliitäntää käytetään useimmiten ei-pyöreissä kanavissa. Tiivistys tehdään käyttämällä pehmeästä materiaalista, kuten vaahtokumista valmistettuja tiivisteitä. Tiivisteen muodon on vastattava kanavan osaa.
Muilla menetelmillä ilmakanavien liittämisen jälkeen muodostuneet tyhjät tilat täytetään mastikoilla niiden lämpötilaominaisuuksien mukaan, jotka vastaavat ilmakanavan käyttöolosuhteita. Joskus kanavaliitos kääritään tarranauhalla.

Sidepidikkeet, joita käytetään pyöreiden kanavien liittämiseen
FUM-sovellus
FUM-nauhoja ja kierteitä käytetään kierteitettyjen liitosten tiivistämiseen lämpimän veden syöttöön (LKV), lämmitysjärjestelmiin (CO) ja kylmän veden syöttöön (HVS). Niitä käytetään myös yhdistettäessä kaasulaitteita kaasuputkeen.
Fluorimuovi on muovinen ja vahva materiaali, jonka sulamispiste on yli 400 astetta ja joka kestää happea ja syövyttäviä nesteitä. Lanka ja teippi täyttävät langan epätasaisuudet ja tiivistävät liitoksen. Tiivistys FUM-nauhat valmistetaan 10-16 mm ja paksuus 0,08-0,12 mm., FUM kierteet - halkaisijaltaan 0,4-1,5 mm. Lämpötilahäviöiden ja tärinän myötä FUM-muodot muuttuvat ja kierteinen liitos vuotaa.
Nauhan käämityksen paksuus riippuu putken halkaisijasta ja nauhan paksuudesta. Putkille, joiden halkaisija on enintään 20 mm, kääritään 2-3 kerrosta teippiä, joiden paksuus on 0,12, tai 1 - 1,5 kerrosta lankaa. Putkille, joiden halkaisija on enintään 40 mm, kääritään 5-6 kerrosta tai 2-3 kerrosta lankaa. Putkille, joiden halkaisija on yli 40 mm, kääritään vähintään 8 kerrosta teippiä tai vähintään 5 kerrosta lankaa. Pääputkistoissa on suositeltavaa käyttää silikonimastiksia.

Jos lanka on ruosteinen, käämityksen paksuus kaksinkertaistuu. Ennen teipin kelaamista kierteitetty liitos puhdistetaan rautaharjalla ja puhalletaan paineilmalla. Nauha ja lanka kääritään putkeen tai liittimen kierteeseen häiriösovitteessa 0,5-1 kg: n voimalla myötäpäivään. Tiivistä kaasulaitteiden kierteitetyt liitännät kiertämällä sitä vastapäivään.
Kartiomainen sauman reunasta. Jos kierteissä näkyy kuoppia ja vaurioita ruosteen poistamisen jälkeen, käytä toista tiivistysainetta. FUM: ia käytetään ehjien kierteitettyjen liitosten tiivistämiseen.
Älä käytä FUMia lämmitysputkien tiivistämiseen. Lämpötilamuutokset vahingoittavat FUM-laitetta, liitäntä vuotaa ja lämmitysjärjestelmästä vuotava vesi tai höyry aiheuttaa palovammoja.
Käytetäänkö FUM-nauhaa höyry- ja vesilämmitysputkien tiivistämiseen? Ei, kokeneet putkimiehet tiivistävät tällaiset liitokset vain pellavalla (tiivisteellä) ja tiivistysaineella.
Kuinka sinetöidä
Kierreliitosten tiivistämiseen on saatavilla monen tyyppisiä tiivisteitä. Nauha "fum", pellava, "tangit" - joskus silmät nousevat valinnasta. Viime aikoina on tullut uutuus - anaerobinen tiiviste kierteellisiin liitoksiin (älä sekoita sitä pellavatahnaan), mikä yksinkertaistaa menettelyä huomattavasti.
Anaerobisella tiivistysaineella on pari merkittävää haittaa: 1.Liitettävien osien on oltava kuivia ja puhtaita - tämä voi olla vakava ongelma korjataessa tai vaihdettaessa osia toimivassa järjestelmässä. 2. Tiivisteaineen kovettuminen vie aikaa, vaikkakin merkityksetöntä, mutta se hidastaa koko asennusprosessia. Lisäksi on syytä uskoa, että liitettyjä osia ei saa millään tavalla häiritä myöhempien korjausten aikana. Yleensä tällainen ratkaisu sopii aloittelijalle, pieniin korjauksiin. Tämä materiaali ei ole kovin sopiva ammattilaiselle.
Huomaa: Hyvä putkimies kytkeytyy mihin tahansa yllä olevista tiivisteistä eikä vuotaa. Keskitymme ajan testattuun materiaaliin, jota valtaosa asiantuntijoista käyttää: terveyspellava ja liitä se
.
Yleensä pellavaa voidaan käyttää ilman investointipastaa, mutta se yleensä parantaa sauman luotettavuutta ja yksinkertaistaa toimintaa. Pellavansiemenkuituilla on taipumus mädäntyä ajan myötä tai kuivua kuumavesiputkissa - tahna estää nämä ongelmat. Tärkeä ominaisuus tahnassa on kyky pitää paine löysästi kierretyssä langassa.
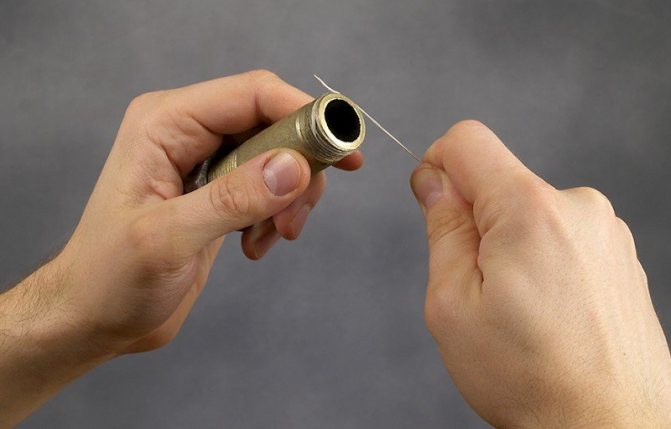
Kierrä teippiä putkikierteisiin
Tämä toimenpide suoritetaan aina ulkokierteellä. Jos korjauksia tehdään liittimen vaihdolla, putkikierteet on puhdistettava perusteellisesti liasta ja ruosteesta, rasvattu asetonilla tai lakkabensiinillä, kuivattu ilmassa noin 10 - 12 minuuttia. Kuinka käyttää putken viimeistelijää sen tehokkuuden varmistamiseksi:
- tiiviste on kierrettävä kierteelle sen takapäästä;
- FUM-nauha levitetään laskeutumissuuntaan, toisin sanoen sen pään tulisi sijaita liittimen ruuvaamisen suuntaan;
- käämitys suoritetaan jännityksellä, joka varmistaa putkilangan profiilin tiukan sovituksen; on parempi antaa teipin rikkoutua kuin löysä käämitys;

Jos tällaisia lovia ei ole, sinun on tehtävä ne itse.
FUM-teippi putkille on moderni ja yleisimmin käytetty työkalu putkiliitosten tiivistämiseen eri tarkoituksiin. Viime vuosina ilmestyneet FUM-johdotuotteet eivät tarjoa mitään erityisiä etuja sovellustekniikassa tai tehokkuudessa.
FUM-teipin käytön ymmärtämiseksi kaasuputkissa on otettava huomioon materiaalin ominaisuudet ja sovellettava sitä sopivalla tavalla.
Katso video
Vaihtoehtoiset materiaalit - pellavansiemenet
Käytetään erilaisia tiivisteitä, mukaan lukien säikeiset kuitukuidut ja erilaiset tiivisteet.
Yksi ensimmäisistä tiivistemateriaaleista, joka on löytänyt laajan sovelluksen putkistojen asennuksessa, on hinaus. Tämä on myös nimi pellavakuiduista säikeiden muodossa, jotka on kiedottu putken ulkokierteeseen nykypäivään saakka.
Samaan aikaan on tärkeää kelata se siististi käännöksissä pitkin täyttä leikkausprofiilia. Luotettavamman tiivistämisen varmistamiseksi hinaustela on peitetty lisämateriaaleilla paksuista maaleista erityisesti kehitettyihin tiivisteisiin
Putkiston hinausnivelten tiivistämisen edut ovat seuraavat:
- kyky säätää parittelua paikassa - on sallittu irrottaa liitos vastakkaiseen suuntaan jopa 45 asteen kulmassa menettämättä eristäviä ominaisuuksia;
- riittävän luotettava tiiviys ja kyky absorboida kosteutta;
- liitos kestää mekaanista rasitusta;
- helpotti liitoksen purkamista.
Haittoja ovat taipumus hajoamiseen mädäntyvien prosessien seurauksena, koska materiaali kuuluu orgaanisiin tuotteisiin.
Video
Menetelmän valitsemiseen kierteisen liitoksen tiivistämiseen ei ole yksiselitteistä vastausta. Nauhan käytön epäilemätön etu on ulokekappaleiden, kuten hanojen tai sekoittimien, kytkentä, putkiliitännät on parasta tehdä putkihinalla.
Tiivisteet
Ei vain lisää liitosalueen läpäisemättömyyttä, mutta myös merkittävästi sen kykyä kestää mekaanista rasitusta
Mikä on erittäin tärkeää putkijärjestelmissä jatkuvien tärinävaikutusten ja vesisiskan takia
Tiivisteaine kovettuu kosketuksessa ilman tai kierteitetyn liitoksen liitospintojen kanssa, samalla kun se toimii kuin liima ja muuttaa kokoonpanon monoliittiseksi osaksi.
Yleisin luokitusmenetelmä on värin mukaan, ja tällä jaolla on kaksi pääasemaa:
- sininen - edustaa keskivahvoja tiivistysaineita. Se pystyy vähentämään merkittävästi langan heikkenemisprosessia. Käytännössä tarvitaan nivelten pienintäkään heikkenemistä pitkäaikaista altistumista vakaville, vuorotteleville kuormille. Mutta kun käytetään sinisiä tiivistysaineita, lanka voidaan silti kääntää, vaikkakin suurella vaikeudella;
- kun käytetään punaisia tiivistysaineita, tällainen toimenpide ilman lämmitystä ei vaikuta realistiselta. Tällaisella geelillä rakenne yksinkertaisesti liimataan. Putkilinjaa varten sitä käytetään paikoissa, joissa on voimakasta tärinää (pumppauslaitteista) ja joissa voi olla vesivasara.
Johtopäätös
Kaasuputkien FUM-teippi on yksi päämenetelmistä liitosten tiivistämiseksi putkilinjan asennuksen aikana. Tässä hahmoteltuissa menetelmissä kaasuputkisavun käyttämiseksi otetaan huomioon kaikki materiaalin pääpiirteet, mutta ne eivät sulje pois esittäjän luovaa lähestymistapaa tähän tärkeään toimintaan. On ymmärrettävä, että kaasuputki on lisääntyneen vaaran lähde.
Video
Irrotettavien liitosten tyypit
Irrotettavien rakenteiden tyypit sisältävät vetolastan ja kaksisuuntaiset kierteet.
Kiinteissä putkilinjan osissa käytetään vetolastalla toimivaa liitäntää. Putken toisessa päässä on pitkä kierre, toisessa lyhyt. Pitkät langat on varustettu lukkomutterilla. Sitten kytkintä liikutetaan kiertämällä lyhyellä kierteellä, kunnes se pysähtyy, kiristämällä sitä lukkomutterilla.
Tärkeä! Kaksisuuntaisten kierteiden yhteydessä liitäntä ruuvataan molempiin putkiin kerralla. Näiden putkien kierteiden on kuitenkin vaihdeltava eri suuntiin, jotta ne voivat lähentyä, kun kytkintä kierretään.
Mitä menetelmiä liitosten tiivistämiseen käytetään. Kaikki teräsputkenosat on tiivistetty huolellisesti. Jos putken kaksi osaa ovat samat, käytetään tähän tiivistettä. Tiiviste on ihanteellinen käytettäessä liitosmutteria.

Tiivisteinä käytetään myös erilaisia tiivisteitä pellavan, asbestin, punaisen lyijyn tai grafiittikittien muodossa ja myös kalkittuina. Asentamalla kierteiset sylinterimäiset putket, joita käytetään kuuman veden siirtämiseen sata asteeseen asti vettä tai kylmää, elementtien väliin asetetaan pellavanauha, joka on käsitelty valkoisella tai punaisella lyijyllä, johon on sekoitettu kuivausöljyä. Putkijohdoille, joiden läpi vesi kulkee yli sata astetta, tiivistystiivisteenä on sopivaa käyttää johtoa, joka on valmistettu asbestista ja pellavasta, joka on kyllästetty grafiitilla, johon on sekoitettu kuivausöljyä.
Ennen kytkimen kiinnittämistä siihen putken kierre käsitellään punaisella lyijyllä tai valkoisella. Pellavankierre kierretään lankaa pitkin alkaen putkirakenteen päästä tasaisella kerroksella siten, että siinä ei ole halkeamia, ja samalla kerros ei ole paksu. Pellavannauha on ensin kuivattava ja rullattava hyvin, jotta kuitu voidaan erottaa vapaasti. Seuraavaksi lanka on hyvin voideltu punaisella lyijyllä.
Tärkeä! Lanka ei saa roikkua putken päässä tai tunkeutua putkeen, mikä tarkoittaa putkiston tukkeutumista.
Liitin ruuvataan käsin putken sinetöityyn osaan, sitten se kääritään säädettävällä jakoavaimella.
Liitännän liittimet on kierrettävä vasteeseen asti voimia, kunnes kierre loppuu, tässä paikassa putki on kartiomaisen muotoisen keskeneräisen kierteen takia, joten rakenne on tiukka. Kierrettäessä lyhyellä kierteellä molemmin puolin olevaan vasteeseen kytkin ei voi liikkua, jos putki laajenee lämpötilan muuttuessa. Molemmilta puolilta sitä tukevat putkiosat ilman kierteitä.
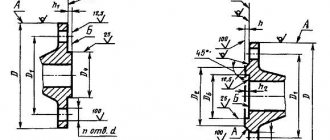
Paineviemäriin käytetään kartiomaisia kierreliitoksia. Kun ruuvaat sisään, putkien päät puristetaan tiukasti rakoja lukuun ottamatta, tiivistys suoritetaan synteettisillä tiivisteillä.
Käytä tiivisteen FUM-teippiä puhdistamalla lanka ja kierrä sitten liitos. Jos tiiviste ei ole hyvälaatuinen, kannattaa vaihtaa tiivistemateriaali. Poista ensin teippi langasta, aseta toinen tiiviste ja liitä elementit.
Tärkeä! Jos asennuksen aikana on tarpeen käyttää minkä tahansa osan hitsausta, FUM-nauha tulee kääriä vasta hitsauksen jälkeen.
Vuototappelu
Lämmitysjärjestelmän vuotojen korjaaminen tiivistysaineella on kemiallisten vuotojen hallinta.
Määritetty saksalainen tiivistysaine osoittautui erinomaiseksi tämän ongelman ratkaisemisessa. Käytetään myös sellaisia keinoja:
- Kaksikomponenttiset epoksihartsit.
- Silikoniliimayhdisteet.
- Lämmönkestävät yhdisteet, jotka perustuvat kumiin.
Heidän algoritminsa:
- Vaurioitunut alue on rasvattu, kuivattu, peitetty ohuella tiivistysaineella.
- Lisäksi se on kääritty serpyankalla. Serpyanka vahvistaa tiivistettyä kerrosta.
- Serpyanka on jo peitetty tiivistysaineella. Toiminto toistetaan.
Jos käytetään silikoniainetta, vaurioituneen alueen hiontaan ei tarvitse käyttää hioma-aineita. Ja tämän tyyppinen tiivistysaine tarttuu paremmin sileään pintaan.
Kaasuputkien hitsaus
Paineistettujen kaasuputkien hitsauksen suorittavat korkeasti koulutetut hitsaajat, joilla on todistukset tällaisesta työstä.
Manuaalinen kaarihitsaus ja salamahitsaushitsaus eivät tarjoa luotettavaa nivelalueen korroosionkestävyyttä
, vain painehitsausmenetelmä poistaa nämä haitat.
Hitsaus erityisessä hitsausasennuksessa tapahtuu seuraavasti: - putkea syötetään rullakuljettimia pitkin, kunnes se pysähtyy kiinteän puristimen tulppaan ja putki kiinnitetään. Toinen putki syötetään kokonaan ensimmäiseen putkeen, sitten liikkuva puristin kiinnitetään; - erityinen mekanismi säätelee reunojen eroa ja liitokseen syntyy alustava paine liikkuvan mekanismin kautta; - lämmitysyksikön jarrusatuloiden pituus- ja poikittaisliikkeellä induktori säädetään ensin liitokseen ja suljetaan sitten; - kytke induktiolämmityksen lähde päälle ja kun hitsauslämpötila saavutetaan, aikarele kytkee lämmityslähteen pois päältä; - yhden liitoksen hitsausaika annetaan enintään minuutti; - annetaan komento hitsattavien putkien häiritsemiseksi, kun kiinnityslaitteet on purettu, liikkuva puristin palaa alkuasentoonsa ja asennus on valmis hyväksymään uuden putken.
Tätä hitsausmenetelmää käytetään kaasuteollisuudessa mustien putkien ja putkien liittämiseen sisäisellä korroosionestopinnoitteella.
Hitsauskaasuputket
Sähkökaari- ja kaasuhitsauslaitteita voidaan käyttää putkistojen kohdistamiseen. Ensin valmistetaan liitettävien putkien reunat. Korkealaatuisen sauman saamiseksi ne on puhdistettava likaantumiselta. Sen jälkeen sinun on tehtävä viiste. Sen avulla saat vahvan ja tiukan sauman, koska sula metalli täyttää liitosalueen kokonaan.
Useimmissa tapauksissa käytetään manuaalista tai puoliautomaattista valokaarihitsausta. Sähkökaarihitsauksessa optimaalinen elektrodin halkaisija on 3-4 mm. Kaasuputkien seinämän paksuuden tulisi olla enintään 5 mm. Reunojen (vähintään 1 cm leveiden) valmistelun lisäksi on tehtävä viisteet.Lisäksi keskitys ja kiinnitys suoritetaan tasaisesti 3-4 paikassa. Sen jälkeen hitsataan kahdessa kerroksessa. Tiivisteen saamiseksi on tärkeää kaapata tuotteiden vierekkäiset alueet viimeistä saumaa tehtäessä.
Kaasuhitsauksessa yksi kulku yleensä riittää. Kaasuputkien seinämän paksuuden tulisi olla enintään 4 mm. Muuten sauma-alue ylikuumenee, mikä vaikuttaa negatiivisesti liitoksen lujuuteen. Tunkeutumisen välttämiseksi sauman pää on tehtävä päällekkäin. Lisäaineen valinnassa on otettava huomioon kaasuputken teräslaatu.
Vaatimukset kaasutiivisteille
Kaasuvuodon poistamiseksi kaasuputkijärjestelmän liitoskohdista on välttämätöntä, että käämi täyttää seuraavat vaatimukset:
- vastustuskyky vaihtelevan voimakkaalle tärinälle;
- kestävyys äkillisissä lämpötilan ja sisäisen paineen muutoksissa;
- yhteyden suojaaminen syövyttävien kerrostumien muodostumiselta;
- helppo asennus ja purkaminen korjaustapauksissa;
- kestävyys ja pitkä käyttöikä.
Asiantuntijoiden on tarkistettava kaikkien tiivistemateriaalien lujuus ja sertifioitava niiden käyttö kaasun syöttöjärjestelmissä.
Tiivisteen tyypit ja ehdot
Liitokset on eristettävä asennettaessa putkia erityyppisille putkilinjoille. Ainoa poikkeus on hitsatut liitokset, mutta tämä on myös niiden haitta - ne ovat yksiosaisia. Ja kierteillä varustettujen liitosten avulla vaurioitunut alue on helppo vaihtaa tai asentaa uusi johtosarja.
Siksi kierteelliset putkiliitännät on tiivistettävä:
- kuuma ja kylmä vesihuolto,
- kaasuputket,
- lämmitys.
Käytännössä lankaa käytetään halkaisijaltaan pienissä linjoissa - sisäisissä johdotuksissa kotona ja asunnossa, maalaistaloissa ja kun asennetaan verkkoja erillisiin rakennuksiin, joissa kuluu vähän vettä ja kaasua. Halkaisijaltaan suurille veden syöttö- ja lämmitysputkille käytetään laippaliitoksia ja hitsausta.
Ilmanvaihtokanavilla on pääsääntöisesti suuri poikkileikkaus ja ne on valmistettu ohutseinäisistä levyistä tai aaltoputkista. Siksi niissä ei käytetä kierteitettyjä liitoksia, mutta liitosten tiivistäminen on silti tarpeen.
Kun valitset putkiliitosten tiivistämismenetelmän, on otettava huomioon niiden ominaisuudet ja olosuhteet, joissa ne toimivat:
- Väliaineen ja putkilinjan sisäisen väliaineen ulkolämpötila. Jotkut tiivisteainetyypit menettävät ominaisuutensa korotetuissa lämpötiloissa tai pakkasessa.
- Linjan paine. Nestemäiset eristimet voidaan puristaa korkean pään liitännästä.
- Putken halkaisija.
- Lopullinen sidoslujuus. Tämä on vaivaa eristetyn liitoksen purkamiseksi sen korjaamisen tai kokoamisen yhteydessä.
- Ympäristön turvallisuus. Kun käytät putkijohtoja juomavettä varten, älä käytä aineita, jotka voivat vapauttaa myrkyllisiä yhdisteitä.
Suurin osa tiivistykseen käytetyistä välineistä ja aineista sopii näiden parametrien mukaan kotitalouksien putkistojen liittämiseen vaadittavaan alueeseen. Mutta erityisen huolellinen valinta on tarpeen, kun tiivistetään kaasuputkien liitokset. Vesiliitosten tiiviyden rikkominen on havaittavissa alusta alkaen nivelten vuotojen jälkeissä. Kaasuvuodot eivät ilmene visuaalisesti ja voivat jäädä havaitsematta pitkään.
Putketyypit

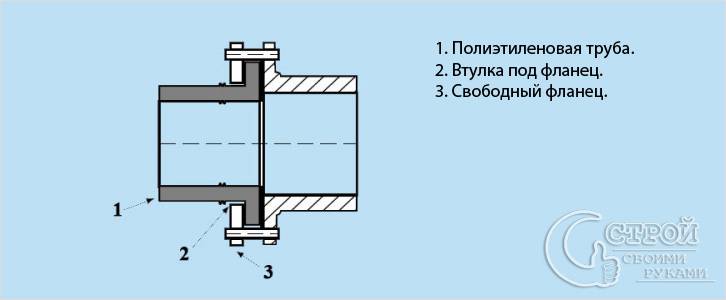
Polyeteenikaasuputket
Tiettyyn pisteeseen saakka saumattomia metalliputkia käytettiin kaasuputkiin. Niiden elinikä on kuitenkin rajallinen syövyttävien vaikutusten vuoksi, joille he altistuvat sateiden ja muiden tekijöiden vuoksi. Siksi heidän kanssaan he alkoivat myös käyttää:
- Polyeteeni. Paljon halvempi valmistus kuin metallin louhinta, materiaali kestää myös verkon suunnittelupainetta.Suuri joustavuus ja liitosten tiiviys ovat erittäin hyödyllisiä romahtavassa maaperässä. Muovi on dielektrinen eikä siksi johda virtaa. Tämä on avain turvallisuuteen sähköverkkoon liittyvissä ongelmissa.
- Kumi. Tätä materiaalia käytetään suuremmassa määrin liittämään keskuskanava kuluttajaan, olipa se sitten kattila, kaasulämmitin tai jokin muu. Valitaan koostumus, joka ei kuivu auringonvalolle altistumisen vuoksi.
- Ruostumaton teräs. Tarkemmin sanottuna punos on valmistettu tästä materiaalista. Sisäputki on PVC-holkki.
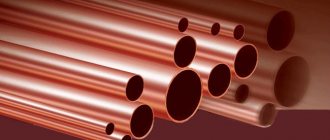
- Kupari. Se on äskettäin hyväksytty virallisesti matalapainekanaville. Edut ovat sekä veden että muiden aineiden kestävyys syövyttäville vaikutuksille.

Teräskaasu
Tuotteen valinta riippuu erityisolosuhteista ja jo asennetusta järjestelmästä.
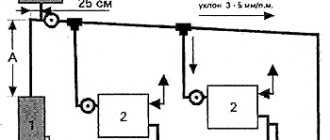
Kaasulaitteiden savupiipun asennuksen ominaisuudet
Asennettaessa kaasulämmityslaitteita ja öljylämpöpattereja on kiinnitettävä asianmukaista huomiota palotuotteiden poistamisen tiloista pätevään järjestämiseen. Ja tämä on oikein, koska turvallisen ympäristön luomisen lisäksi ihmisille ne lisäävät itse lämmityslaitteiden tehokkuutta, edistävät niiden tuottavampaa ja taloudellisempaa toimintaa.
Kaasun ulostulokanavan halkaisijan määrittämiseksi on otettava huomioon:
- Palamistuotteiden määrä.
- Lämmityslaitteen teho.
- Lämpötilaero ulkoilman ja palamistuotteiden välillä.
- Savupiipun korkeus.
Kaasulaitteiden pakoputkien asennus tapahtuu sääntöjen mukaisesti sisäseinien viereen ja lähellä palamattomista materiaaleista valmistettuja väliseiniä. Tarvittaessa on myös mahdollista asentaa ne ulkoseiniin, myös palamattomista materiaaleista. Tällöin seinämät eristetään ulkopuolelta, jotta vältetään kondensoitumisen syntyminen palamistuotteiden poistamisen aikana. Jos huoneessa ei ole seinää, joka sopisi pakoputkien sijoittamiseen siihen, sinun on käytettävä kaasulaitteelle pää- tai yläputkea.

Putkissa on oltava mahdollisimman avoin pääsy.
Kaasulaitteiden, joilla ei ole yhteyttä savukanavaan, asennus tapahtuu yksinomaan paikassa, jossa kullekin polttimelle varataan vähintään 5 m3 vapaata tilaa. Pienestä vedenlämmittimestä, jota ei ole varustettu pakokaasun palamistuotteella, on tyhjennettävä vähintään 6 m3. Suihkuhuoneen tai kylpyhuoneen kaasulämmittimessä on oltava pakokaasu kaasun palamistuotteille ja vähintään 10 m3 vapaa tila.
Jos huoneessa, johon kaasuliesi asennetaan, ei ole tarpeeksi tilaa, sen yläpuolelle on tehtävä tuuletusaukko. Koska kaasulaitteet käyttävät ilmaa polttohuoneesta, sen on oltava vapaasti saatavilla. Tätä tarkoitusta varten lattiaoven alle jää pieni rako (aukon pinta-ala lasketaan laskelmasta: jokaista 1000 kcal / h kaasulaitteen tehoa kohti tarvitaan vähintään 10 cm2).
Kaikki lämmityslaitteet, kaasulämmittimet jne. varustettu sulakkeella, joka katkaisee kaasun, jos tulipalo sammuu.
Kaasulämmittimien asennus on aina tehtävä liitännällä savupiippuun, lukuun ottamatta yhtä: jos kyseessä on suljettu polttokammioinen lämmitin. Tässä tapauksessa savukaasun ulostulo ja polttimen ilmansyöttö on erotettu huoneesta. Savupiippu, jonka poikkipinta-ala on 200-220 cm2, voidaan liittää yhden kerroksen kaasulaitteiden pariin kaasun virtausnopeudella 8 m3 / h. Savupiipun sisääntulojen välisen etäisyyden on oltava vähintään 30 cm, jotta yhdestä huoneistosta voidaan liittää neljä kaasulaitetta, joiden kaasun virtausnopeus on 12 m3 / h, savupiipun, jonka poikkileikkaus on vähintään 300 cm2 tarvitaan yhdessä kerroksessa.Kaasulaitteiden liittämistä yhteen savupiippuun eri kerroksissa ei voida hyväksyä.
Kaasulaitteiden savupiiput sijaitsevat katon yläpuolella samalla tavalla kuin tavalliset savupiiput. Kun talon jälleenrakennuksen aikana on mahdotonta käyttää vanhaa savupiippua kaasun palamistuotteiden poistoon, uusi savupiippu valmistetaan putkista, jotka on kytketty talon takaseinään. Nämä putket on valmistettu galvanoiduista teräslevyistä, ja toisin kuin nestemäisten ja kiinteiden polttoaineiden palamistuotteiden poistoputket, ne on liitetty liitoksiin, jotka on suunnattu vastakkaiseen suuntaan kuin kaasujen liike.
Korjausten tai rakennemuutosten aikana, kun kaasuputkien tiiviys saattaa vaarantua, on tarpeen tarkistaa niiden eheys työn lopussa. Tätä tarkoitusta varten ilma päästetään putkiin paineella, joka on kaksinkertainen niissä tarvittavaan paineeseen kaasun kulkiessa (noin 500 mm vesipatsaassa).
Ennen tarkistamista sinun on suljettava hanat. Jos putkien paine putoaa viiden minuutin kuluessa yli 20 mm vedellä. Art., Sitten sinun täytyy etsiä vaurioita putkesta (väitetyt vaurioiden paikat on kostutettava saippuavedellä). Nestekaasun kaasuputken tiiviys tarkistetaan samalla tavalla 1200 mm: n veden paineessa. Taide.
Kierreliitännät asennetaan putkiin sekä liitos- ja haaraliittimiin. Kaikkien putkilinjojen liitännän yksinkertaisuus ja luotettavuus ei kuitenkaan vielä takaa sen täydellistä läpäisemättömyyttä. Siksi pakollinen lisäys on putkien sulkeminen kierteitettyjen liitosten kaikissa kohdissa. Vain tämä yhdistelmä voi luoda luotettavan yhteyden.
Hitsattu liitäntä
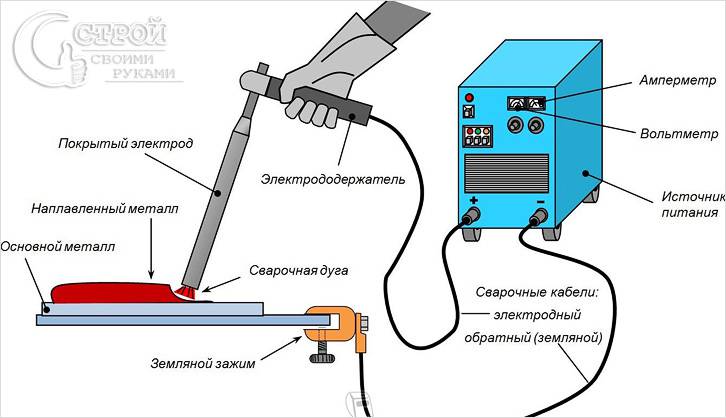
Kaarihitsaus
Hitsausliitoksen käsitettä sovelletaan sekä metalliputkiin että polyeteeniputkiin. Ensimmäisen ongelman ratkaisemiseksi kaarimenetelmällä tarvitset seuraavat työkalut:
- invertteri- tai muuntajahitsauskone;
- elektrodit;
- suojanaamio;
- käsineet;
- vasara tai harja sauman käsittelemiseksi.
Työ tehdään seuraavasti:
- Jos mahdollista, on parempi kiinnittää aihiot hyvin. Tämä on tarpeen päällikön mukavuuden vuoksi.
- Täydellisen tiiviyden takaamiseksi putkien väliin on jätettävä 2 mm: n rako. Tämä antaa virtaavan metallin tarttua päihin.
- Kiinnitys suoritetaan pienillä nostoilla useissa kohdissa.
- Pääprosessissa elektrodi tulisi ohjata alhaalta ylös.
- On tärkeää varmistaa, ettei ylikuumenemista tapahdu. Tämän seurauksena voi olla tarpeeton rasitus liitoksessa, samoin kuin lähellä olevan metallin palaminen.
- Jotkut käsityöläiset asettivat kaksi ompelua. Yksi palvelee tilaa, ja toinen toimii pilkkaajana.
- Älä koputa kuonaa heti. Odota vähintään 15 sekuntia. Siten tarvittava asetus tapahtuu eikä mikrohalkeamia ole.
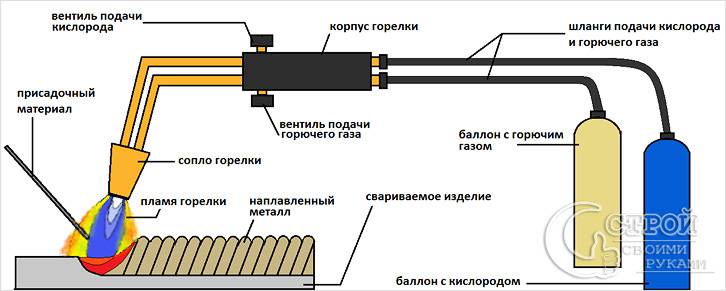
Kaasuhitsauslaitteet
Kaasuhitsauslaitteita käytettäessä työkappaleen kiinnitysvaatimukset ovat samat kuin edellisessä tapauksessa.
- Ensimmäinen vaihe on avata virta happisylinteristä, sitten asetyleenikaasusta.
- Jos letkuissa on ilmaa, sytytys ei välttämättä tapahdu välittömästi.
- Liekki säädetään vaadittuun arvoon.
- Hitsauspaikka lämpenee hyvin.
- Sen jälkeen nostetaan erityinen elektrodi. On tarpeen johtaa sitä niin, että se muodostaa virtauksen, mutta ei virtaa alas.
- Prosessin lopussa osa jäähdytetään.
Merkintä!
Yhteystarkastus liitäntävaihtoehdoista tehdään yhdellä yksinkertaisella tavalla. Saippualiuosta valmistellaan. Sen pitäisi vaahtoa hyvin. Se levitetään haluttuun paikkaan. Jos kuplia ilmestyy, on fisteli. Testin suorittaminen avotulella on ehdottomasti kielletty. Se voi olla räjähtävä.
Polyeteeniputkille on myös hitsauksen käsite, mutta se suoritetaan eri menetelmällä.Tässä tapauksessa käytetään laitetta, joka kykenee antamaan matalan jännitteen lähdössä ja ohjaamaan vaadittua lämpötilaa. Mutta tärkein tässä tapauksessa on liitosliitos. Sen muotoilu sisältää lämmityselementin. Prosessin edetessä se alkaa sulattaa itsensä ympärillä olevaa tilaa, mikä johtaa homogeenisen massan muodostumiseen, joka kovettumisen jälkeen tiivistää sauman.

Sähköhitsaus
Vaiheittainen ratkaisu näyttää tältä:
- Putkien päät valmistellaan. Tätä varten ne leikataan erityisellä leikkurilla. Et voi tehdä tätä rautasahalla. Tasojen on oltava ehdottoman tasaisia, ilman vioittuneita viisteitä ja purseita.
- Reunasta tehdään merkki. Etäisyys siihen on yhtä suuri kuin puolet liittimen koosta plus 2 cm.
- Oksidikerros poistuu erityisen kaapimen tai koneen avulla. Tämä tulisi tehdä tasaisesti, syvemmälle samaan kokoon. Navigoimisen helpottamiseksi voit piirtää ylimääräisiä kohtisuoria viivoja, kun leikkaat niitä, on helppo arvioida suorituksen oikeellisuus.
- Kaikki purseet ja lastut eliminoidaan.
- Telakointialueet pyyhitään sopivalla liuottimella tai lautasliinalla alkoholilla.
- Liitin kiinnitetään merkittyyn merkkiin asti. Jos jokin putkista on paikallaan, holkki lyötään täysikokoiseksi. Toinen elementti tuodaan sisään ja liitin siirtyy varovasti sulkemaan suuttimet tasaisesti.
- Hitsauskoneen liittimet on kytketty kytkinkoskettimiin.
- Optinen skanneri lukee viivakoodiin painetut tiedot ja aloittaa prosessin.
- Yksikkö määrittää itse, mitä lämpötilaa ja jännitettä tarvitaan, sekä kuinka kauan jäähdytysjakso kestää. On tärkeää kestää täysin kaikki vaiheet. Vain tässä tapauksessa voimme puhua luotettavuudesta.
- Valmistumisen jälkeen kaikki tiedot ajasta, päivämäärästä, käyttäjästä, lämpötilasta ja jännitteestä käytetään välttämättä hitsauspaikkaan.
Tällaisia työkaluja käytetään yleensä pääosissa, joissa putken halkaisija ylittää 80 mm.
Sähköhitsausputkien hitsausprosessi on esitetty videossa:
Luonnolliset sinetit
Juuttia ja hinausta käytetään yhdessä silikonisten terveystiivisteiden kanssa. Lanka puhdistetaan lialta ja ruosteelta, päällystetään tiivistysaineella, tiivistysaine kierretään kierteeksi ja kierretään myötäpäivään tasaisesti langanharjalla. Käämityksessä tiiviste kiristetään 0,5-1 kg: n voimalla.
Käämityksen jälkeen päällystetään varovasti tiivistysaineella ja kootaan liitos. 5–8 minuutin kuluessa, kunnes polymerointiprosessi on saatu päätökseen, liitos on tarkistettava ja tarvittaessa kiristettävä. Mutterin kiristäminen tiivisteaineen kovettumisen jälkeen johtaa vuotoon.

Kaupat myyvät valmiita pellavasta valmistettuja putkilankoja putkien sulkemista varten. Sitä ei tarvitse kiertää. Ennen kuin ostat langan, lue pakkauksesta, mistä se on tehty ja sisältääkö se silikoni- tai akryylitiivisteitä. Jos tämä on fluorimuovinen lanka, ei ole toivottavaa käyttää sitä vaurioituneissa kierteitetyissä saumoissa, jos se on vihannes ilman tiivistysainetta, hanki sitten erillinen terveystiiviste.
Asuntojen ja talojen omistajat kysyvät: "Mikä lanka on paras putkille?", Viitaten brändiin. Mihin ammattimainen putkimies vastaa: "Parempi lanka, joka on taitavasti kiedottu."
Jos lanka on enemmän tai vähemmän kuin on välttämätöntä tai jos sitä ei ole kierretty kierre pitkin, liitos vuotaa. Älä kierrä sitä "marginaalilla", kääri sitä niin paljon kuin on tarpeen ja älä unohda tiivistysainetta.
Tiivistysnauhojen tyypit
Tämä materiaali tuotetaan kelauksena enintään 10 metrin pituisella kelalla. Sitä käytetään menestyksekkäästi putkikierteiden käämittämiseen painejärjestelmissä, mukaan lukien putkisto, kaasu ja lämmitys.
Sen tarkoitus liitoksissa on muotoaan muuttava täyteaine, joka toimii kierteen voiteluaineena, mikä lisää tiiviyttä. Tätä tiivistettä on saatavana 3 tyyppiä:
- tyyppi 1 - käytettäväksi putkijärjestelmissä syövyttävien nesteiden kuljettamiseen, sitä käytetään puhdistetun vaseliinin kanssa;
- tyyppi 2 - voimakkaiden hapettimien pumppaamiseen, mikä kieltää ylimääräisen tiivistysaineen käytön öljyinä;
- tyyppi 3 - käytetään suhteellisen puhtaiden nesteiden ja kaasujen kuljetukseen, voiteluaineiden käyttö on suljettu pois.

Kaasuputkien tyypit
Viime aikoina kysymys kaasutettavien putkien tyypistä ei olisi ollut, koska ne valmistettiin yhdestä ainoasta materiaalista - teräksestä. Ja se on, ei vaihtoehtoa tai valintaa. Mutta ajat kuluvat, tekniikat eivät pysy paikallaan, ja nyt teräs korvaa hitaasti polymeeriä. Erityisesti matalassa paineessa tuotetulla polyeteenillä on vastaavasti suuri tiheys.
Lisäksi polyeteenillä on useita kadehdittavia etuja, myös käytön turvallisuuden kannalta.
HDPE-kaasuputket eivät ruostu, eivät syövytä eivätkä halkeile edes lämpötilan muutosten yhteydessä. Kaasulle tällainen vakaus on erittäin tärkeää, koska vakiopaine on pidettävä yllä ja mikrohalkeamassa on vaarallisia vuotoja.
Polyeteeni ei reagoi kemiallisesti ja pysyy neutraalina nesteille ja kaasuille. Lujuutensa ja joustavuutensa ansiosta materiaali voidaan asentaa jopa nollan alapuolelle eikä menettää lujuuttaan ja johtokykyään -45 asteeseen. Lisäksi se ei ole sähkövirran johtaja, joten se ei ole sähkökemiallisen tuhoutumisen kohteena.
Ja vielä yksi etu on kevyt paino ja helppo yhdistäminen, mikä lisää sen suosiota.
Seuraavat tärkeät yksityiskohdat on kuitenkin otettava huomioon tässä. Talojen kaasuputket vedetään yksinomaan teräksestä; huoneistojen sisällä käytetään polyetyleeniä.
Kierteen tiivistäminen kierteellä.

Niille, jotka ovat liian laiskoja kiertämään pellavaa nippuiksi ja tahraamaan sen sitten tahnalla, he keksivät tiivistyslangan. Lanka voidaan valmistaa eri materiaaleista:
- Polyamidilla - joka on suunniteltu 16 ilmakehän paineeseen vedessä ja 8 atmosfäärin kaasuun, on ylempi lämpötilan kynnysarvo 130 ° C.
- Fluorimuovi - sillä on samanlaiset ominaisuudet kuin FUM-teipillä, mutta yleensä se maksaa enemmän.
Valmistajat voitelevat langan erityisellä voiteluaineella, jonka koostumusta he eivät paljasta. Mielestäni PTFE-lanka on laadukkaampaa ja suosittelen sitä sinulle huolimatta siitä, että se on kalliimpaa kuin polyamidilanka. Jos haluat tietää, kuinka lanka kelataan oikein, katso seuraava video: