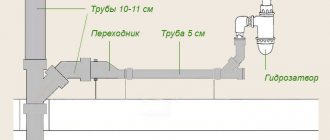
Talon tai huoneiston lämmitys ei ole niin yksinkertainen tekninen järjestelmä, kuin se saattaa tuntua ensi silmäyksellä. Projektia laadittaessa sitä vaaditaan tehdä paljon laskelmia, erityisesti vaadittu putken halkaisija.
Oikean halkaisijan valinta on takuu luotettavasta, mukavasta ja tehokkaasta järjestelmästä tilojen lämmitys.
Esimerkiksi lämmitys ilman pumppua, jossa jäähdytysneste kiertää painovoiman avulla, ei välttämättä toimi lainkaan liian kapeilla putkilla ja järjestelmä, jossa kierto on pakko, kun halkaisija on liian pieni melua tai ei lämmitä tiloja haluttuun lämpötilaan. Siksi sinun tulisi käyttää laskentasääntöjä, joiden avulla voit vähentää lämpöhäviöitä minimiin.
Odnoklassniki
Tyypit vierintä ja taivutus
Valssilla voidaan valmistaa putkista halutun muotoinen tuote. Tämän menetelmän avulla voit paitsi taivuttaa mistä tahansa metallista valmistettua tuotetta, myös pienentää halkaisijaa.
Putken halkaisijaa on mahdollista pienentää erityislaitteilla.
Putken taipumista ja muodon muuttamista kutsutaan rullaksi. Tämä prosessi sai tämän nimen, koska tähän käytetty työkalu on rullat.
Vierintää käytetään eri tarkoituksiin:
- Eri materiaaleista valmistettujen putkien halkaisijan vähentämiseksi. Joten voit deformoida ohutseinäisiä tuotteita, jotka on valmistettu ruostumattomasta teräksestä, valuraudasta, teräksestä jne.
- Valssaamalla voit taivuttaa tuotetta. Tässä tapauksessa sinun täytyy taivuttaa erityisen mallin mukaan.
- Pidennys ja suoristus. Tätä ei kuitenkaan suositella, koska tuote menettää voimansa.
- Halkaisijan kasvu. Tätä prosessia pidetään kuitenkin eniten aikaa vievänä.
- Erityisen putken taivuttimen avulla voit taivuttaa tuotteen kelaksi omin käsin.
Kaikkia kuvattuja prosesseja käytetään putkituotteiden valmistuksessa ja korjauksessa. Niiden avulla voit jopa tehdä renkaaksi taivutettuja elementtejä koristamaan takorautaportteja.







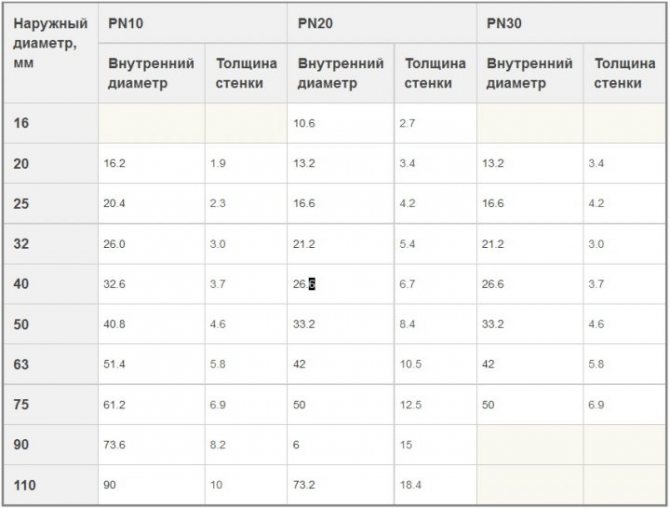
Putkien nimellishalkaisijoiden vakiokoot
GOST 28338-89: n mukaan kaikki putkimaiset tuotteet on jaettu 40 vakio- ja 9 erityiseen nimelliskokoon. Yleensä putken nimellishalkaisija voi vaihdella välillä 2,5-4000 mm.

Erityisiä ovat putkirullat, joiden halkaisija on 16, 63 ja 160 mm ja joita käytetään vain hydraulisissa tai pneumaattisissa järjestelmissä. Ja tuotetyypit, joiden nimelliskohta on 0,175; 2,6; 3,2; 3,6 ja 3,8 metriä tarkoittavat erikoiskäyttöisiä putkirullia, eikä niitä käytetä jokapäiväisessä elämässä.
Kuvaus prosessin olemuksesta
Vierintä on melko monimutkainen prosessi. Joissakin tapauksissa on kuitenkin täysin mahdollista tehdä se itse. Ohutseinämäistä ruostumatonta terästä ja galvanoituja putkia on erityisen helppo taivuttaa.
Kapenemista voidaan tarvita myös metalliputken rakentamisen aikana. Tätä menetelmää käytetään, kun sinun on kiinnitettävä läpimitaltaan suurempi putki pienempään tuotteeseen.
Itsensä supistumiseen liittyy joitain riskejä. Tosiasia on, että tällaisessa prosessissa putkeen vaikuttaa kaksi voimaa vastakkaisiin suuntiin. Siksi toimintoja, jotka voidaan suorittaa tällaisilla elementeillä, rajoittavat useat tekijät.

Putken halkaisijaa pienennettäessä on noudatettava turvallisuusmääräyksiä
Mikä on käytetyn paineen rajoitus:
- Ensinnäkin otetaan huomioon materiaalin plastisuus. Mitä enemmän muovia se on, sitä suurempi säde voidaan taivuttaa.
- Sinun on kiinnitettävä huomiota siihen, kuinka paljon ohuempaa voit tehdä putken seinämän tietylle tuotteelle.
- On tarpeen tarkistaa tietyn metallin taivutuslujuus.Mitä enemmän muovia materiaali on, sitä korkeampi tämä indikaattori on.
- Säteen rajoittavalla parametrilla, siirtymällä sivuseinästä päähän, on myös merkitystä.
- Sinun on myös kiinnitettävä huomiota itse tuotteen pinnan laatuun.
Jokainen näistä parametreista on otettava huomioon. Jokaiselle seinämän paksuudelle ja jokaiselle erityiselle halkaisijalle se on erilainen.
Kun pienennät putkea kotona, sinun on tarkasteltava sitä, että metalliin ei muodostu suuri määrä taitoksia. Ne vähentävät voimaa.




Mitä eroa on eri materiaaleista valmistettujen putkien välillä?
Metalli
Metalliputket on valmistettu teräksestä ja kuparista. Tällaisten putkien seinät ovat ohuempia kuin muoviset - samalla sisäosalla ne ovat pienempiä ympärysmittaan. Metalli ei ole diffuusioaltista ja soveltuu lämmitysjärjestelmän korkean lämpötilan osiin. Metalliputkilla on pienin lineaarinen laajenemiskerroin. Tämä on tärkeää, kun järjestelmän lämpötila muuttuu, koska se vaikuttaa liitäntöihin: heti kun kuuma vesi pääsee putkiin, ne laajenevat.
Kupariputket ei ole korroosiota. Mutta se voi johtua galvaanisesta vaikutuksesta kytkettäessä kupariputket muihin metalleihin. Pelkästään kupariputkista, liitoksista ja pattereista peräisin olevan järjestelmän hinta on erittäin korkea. Mutta se näyttää kauniilta ja palvelee sata vuotta (jos kaikki yhteydet ovat täydellisessä järjestyksessä). Ylimääräiset putket tai vaurioituneet osat eivät häviä: vaikka jätteet eivät olisikaan sopivia käyttöön, ne voidaan hävittää ei-rautaromuna.
Teräsputket käytännössä vailla haittoja korroosiota lukuun ottamatta. Tavallisen hiiliteräksen käyttöikä lämmitysjärjestelmissä ei ylitä 10-15 vuotta, joten jos valitset todella terästä, sitten ruostumatonta tai galvanoitua. Tällainen järjestelmä on kallis, mutta pääoma, eikä sitä tarvitse vaihtaa elinaikanasi. Teräsputket ovat huomattavasti raskaampia kuin polymeerit, mikä vaikuttaa asennukseen: niitä on vaikeampaa leikata osiin, sovittaa ja liittää.
Polypropeeni
Edulliset ja kestävät lämmitysputket. Liitinosat mallille polypropeeniputket myös maksaa penniäkään. Jos tarkastelet muokkausprosessia, näyttää siltä, että jopa aloittelija voi käsitellä sitä. Mutta joillakin yleisimmillä putkilla on merkittäviä haittoja.
- Vaikka polypropeeniputket ovat vahvoja, ne eivät ole muovia - niitä ei voida taivuttaa.
- Niitä myydään useita metrejä, joten tällaisissa järjestelmissä on monia yhteyksiä.
- Lämpölaajeneminen saa lämmitetyt polypropeeniputket venymään ja taipumaan. Tämä on annettava asettamalla kiinnittimet ja paisuntasaumat.
- Paksut seinät. Tämän vuoksi tasaisella osuudella se on paksumpi kuin metalli tai metalli-muovi.
- Liitosten juottamisen laadun on oltava ihanteellinen, muuten järjestelmässä halkaisija kaventuu.
Polypropeeniputket ovat yksikerroksisia tai vahvistettuja - lasikuitua tai alumiinia. Vahvistus vähentää lineaarisen laajenemiskerrointa. Alumiinikerroksella on toinen tärkeä tehtävä: hapen diffuusiosulku.

Poikkileikkaus polypropeeniputkesta
XLPE
XLPE tai PEX - muovimateriaali, taipuu helposti, mutta ei hajoaa. Tämä vähentää merkittävästi putkiliitäntöjen määrää. Plastiikkuutensa vuoksi tällaista putkea on melkein mahdotonta rikkoa, ja vielä enemmän tehdä se vahingossa. Jos putki taivutetaan voimakkaasti, kunnes muodostuu rypytys, sen muoto voidaan helposti palauttaa - sinun tarvitsee vain lämmittää tämä paikka kuumalla ilmalla. Kaikilla XLPE-putkityypeillä on "muistivaikutus". Hapen diffuusion estämiseksi putket on tehtaalla päällystetty erityisellä materiaalikerroksella.
Materiaali on sen tekniikan ansiota, että polyeteenimolekyylien linkit muodostavat ristisidoksia. Tärkeä silloitetun polyeteeniputken parametri on silloituksen osuus (aste).Siinä puhutaan ristisidosten lukumäärästä polyetyleenin tilavuusyksikköä kohti. Mitä korkeampi tämä indikaattori, sitä luotettavampi putki ja sitä parempi venymä murtumassa. Ompelumenetelmiä on neljä, joista jokaisella on kirjain (a, b, c tai d) PEX-lyhenteen jälkeen - esimerkiksi PEX-a. PEX-a: ssa silloitettujen molekyylien määrä saavuttaa 75%, muissa tyypeissä se on hieman vähemmän.
XLPE-putkien haittoja voidaan kutsua suureksi lämpölaajenemisnopeudeksi ja kyvyttömyydeksi pitää asennuksen aikana määritetty taivutusmuoto. Siksi he käyttävät kiinnittimiä ja paisuntasaumia tai valitsevat piilotetun tiivisteen.
Poikkileikkaus XLPE-putkesta
- Entä jos pakkasnestettä käytetään veden sijasta?
Pakkasnestettä ei suositella käytettäväksi galvanoiduissa teräsputkissa. Pakkasneste tuhoaa sisäkerroksen vähitellen - jäähdytysnesteessä voi näkyä sedimenttiä. Tyypistä riippuen pakkasneste voi tuottaa kaasua putkeen.

Vesi vai pakkasneste?
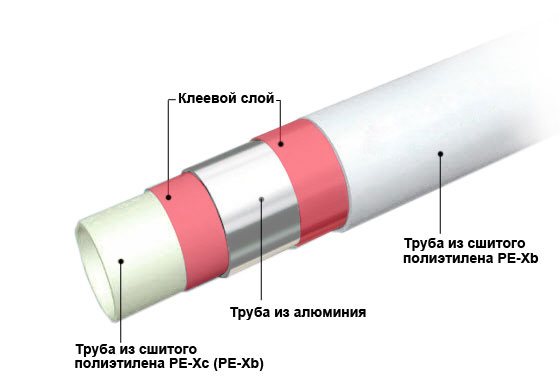
Metalli-muovi
Vahvistettu muoviputki koostuu kahdesta polyeteenikerroksesta, joiden välissä on alumiinikerros, kiinnitetty liimalla. Vahvistetut muoviputket ovat muovia ja muistavat muodonsa, joten ne voidaan taivuttaa. Ne on pakattu monimetrisiin keloihin - voit luoda pitkiä putkilinjoja ilman liitoksia. Alhaisen lämpölaajenemiskertoimen ansiosta monikerroksiset putket ovat täydellisiä piilotettuun asennukseen. Mutta jopa avoimilla alueilla ne näyttävät paremmilta kuin polypropeeni - ne voidaan tehdä täysin tasaisiksi. Ilma ei kulje metallikerroksen läpi, joten diffuusiosta ei tarvitse huolehtia.
Metalli-muovin haitat ilmenevät huonolaatuisissa putkissa. Monimutkaisen suunnittelun takia halvat käsityöt hajoavat nopeasti - kerrokset ovat muodonmuutoksia ja eroja.

Vääntö muoviputken sisällä
- Kuulin, että putkien materiaali voi vaikuttaa veteen - onko se totta?
Kuparia ei yleisesti käytetä vesihuollossa ja vedenkäsittelyssä. Metallinen maku voi ilmetä vedessä. Ja sinun on myös seurattava veden parametreja, esimerkiksi kovuutta ja vetyindeksiä (pH). Jos ne eivät täytä kupariputkien standardeja, niitä ei voida käyttää.
Ruostumattoman teräksen manuaalinen taivutus
Joten nyt voit puhua suoraan kapenemisprosessista. Tämä voidaan tehdä joko tehtaalla erikoistyökalulla tai kotona improvisoiduilla keinoilla.
Voit käyttää vasaraa. Tätä menetelmää ei kuitenkaan voida pitää optimaalisena, koska tässä tapauksessa putki voi deformoitua voimakkaasti. Lisäksi pienennetty osa osoittautuu epätasaiseksi, mikä vaikuttaa negatiivisesti lujuuteen.
Paras tapa on käyttää erikoispihtejä. Niitä voi ostaa erikoisliikkeestä, mutta ne eivät ole halpoja. Voit tehdä työkalun omin käsin. Tätä varten sinun on otettava putkiavain, voit käyttää jopa vanhaa kulunutta tuotetta. Sieltä sinun on poistettava sieni liikkuvasta käsivarresta, ja tämän sienen sijaan sinun on asennettava insertti puolirenkaan alle. Seuraavaksi tehdään vaaditun säteen puolirengas ja asennetaan liikkuvaan varteen. Jos haluat jatkaa putkien kiinnittämistä, voit tehdä useita renkaita, joiden halkaisija on erilainen. Tämä lisää tuotteiden monipuolisuutta.
Erikoispihtien käyttö:
- Ota pihdit, joiden leuka on vähintään puolet holkin halkaisijasta. Tartu ulkohalkaisijaan kurkulla.
- Tuo pihtien mutteri lähelle laitteen talutushihnaa.
- Liikkuva varsi voidaan nyt kääntää. Tee tämä, kunnes se sulkee toisen puoliskon kokonaan.
- Sitten, yritä puristaa molempia vipuja ja kääntää avainta 30 astetta.
- Kaikki nämä vaiheet on toistettava, kunnes putki saavuttaa halutun halkaisijan.

Ennen kuin taivutat ruostumatonta terästä, sinun on ensin perehdyttävä asiantuntijoiden suosituksiin
Tällä tavalla voit antaa tarvittavan koon. On syytä määrätä etukäteen, että tämä työ vaatii fyysistä voimaa.
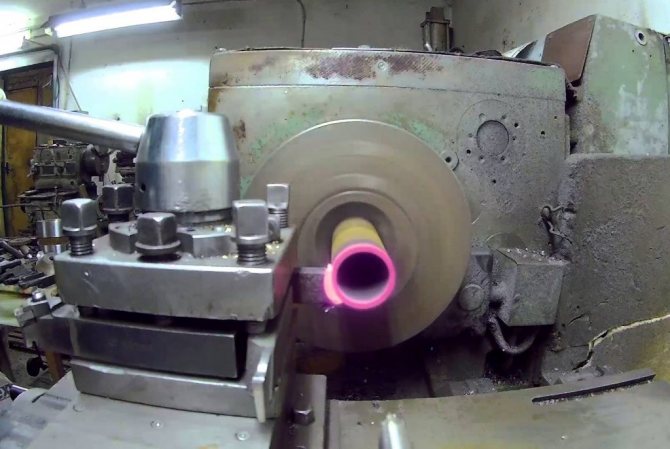
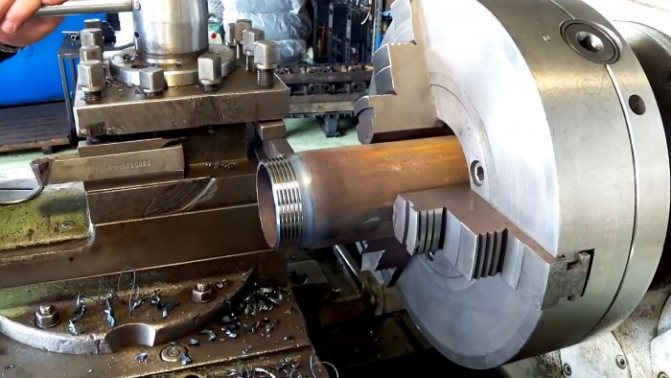
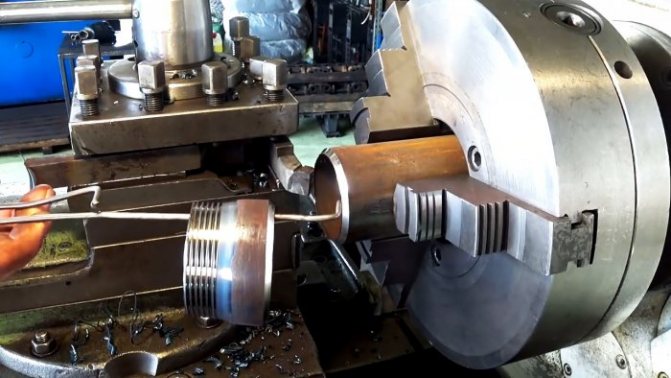
Sorvin käyttäminen
Helpoin tapa kapea putki on erikoiskone. Tämän prosessin voi suorittaa jopa henkilö, jolla ei ole suurta fyysistä voimaa. Todellakin, tässä tapauksessa suurimman osan työstä suorittaa teknikko.
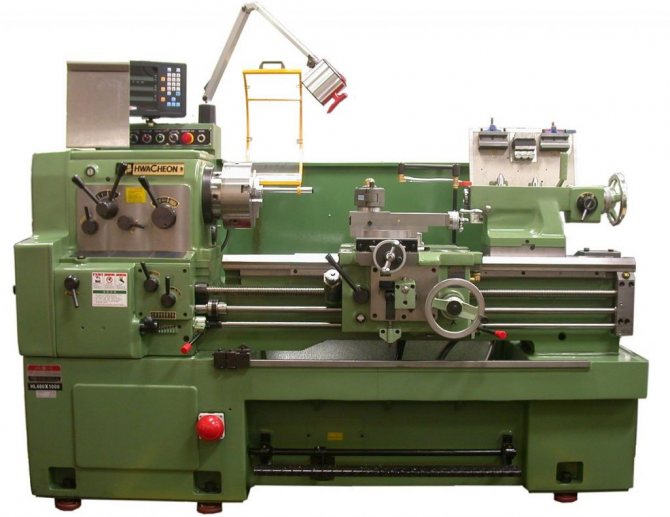
Sorvin käyttämiseksi sinulla on oltava tietyt taidot.
Ei vain metalliputki voidaan taivuttaa mallin mukaan. Tällainen laite on hyödyllinen, kun halutun muodon annetaan paksun langan palalle. Lanka voidaan taivuttaa myös manuaalisesti.
Jaksotus:
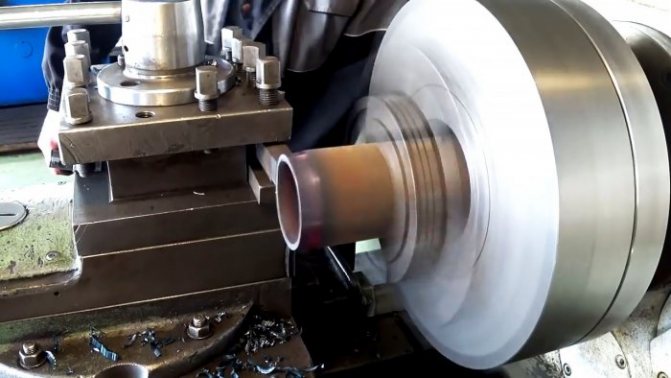
- Putki on kiinnitettävä instrumentin pidikkeeseen. On tärkeää laskea työkappaleen upotussyvyys. Kahvan iskun on vastattava sokkoaukon paikkaa.
- Kun käynnistät koneen, sinun täytyy tuoda kahva putkeen. Napsauta sitten työkappaletta ja silmukka alkaa.
- Materiaali alkaa lämmetä. Tämä vähentää voimaa, mutta lisää materiaalin sitkeyttä.
- Kahvan on oltava vähintään 180 astetta. Työkalunpitimien tulisi olla suosituimmat reikäkoot.
Prosessin aikana tuote lämpenee ja materiaalista tulee taipuisa. Tämän ansiosta työkappaleen halkaisija voidaan helposti pienentää vaadittuihin arvoihin. Putken puristaminen omin käsin on vaikeaa, mutta mahdollista. Tätä varten sinun on valmistettava erityinen laite ja opittava käyttämään sitä oikein.
Kuinka putket on merkitty
Jotta putkien kauko-ohjain olisi selvä, sinun on puhuttava putkien yleisesti hyväksytystä merkinnästä GOST: n mukaisesti. Toisin sanoen "DN" on nimellishalkaisija ja sen arvo ilmoitetaan numeerisesti. Esimerkiksi jos putkilinjan nimellishalkaisija on 150 mm, tällaiset tuotteet on merkitty DN 150: llä.
Huomaa kuitenkin, että tällaisilla merkinnöillä varustettujen putkien sisäosan todelliset osoittimet voivat olla täysin erilaisia. Erityisesti tällaisella merkinnällä voidaan valmistaa putkia, joiden ulko- ja sisäosa on 156/144 tai 156/149 mm.

Tämä ero johtuu siitä, että GOST tarjoaa vain kaksi vakiokokoa - 125 ja 150 mm. Näin ollen nämä läpäisyarvot pyöristetään ylöspäin "tavanomaiseen" indikaattoriin.
Koska kotimaisten ja maahantuotujen putkituotteiden on oltava kooltaan samanlaisia, ulkomailla hyväksytään samat vakiokokostandardit ja putket on merkitty DN: llä.